General background of explosion cladding
General background of explosion cladding
Merrem & la Porte’s supplier, DMC NobelClad based in France, Germany and USA, manufacture explosively bonded clad plate in a wide variety of materials. Explosive bonding is a bonding process which uses the high energy of explosives to cold weld two or more materials together, producing a molecular bond which is generally at least as strong as the weaker of the individuals metals, and does so without dilution of either metal with the other.
The process is one which was initially discovered by accident. The exact time of this discovery is unclear, but suffice it to say that it was first commercialized in the late 50’s or early 60’s, initially in the USA, and then more widely adopted in the late 60’s and early 70’s in Europe.
Explosion cladding: the process
Accidentally produced bonds
Explosion bonding as a process was formalised in the USA when investigation of the accidentally produced bonds showed them to have many desirable features. They are produced at ambient temperature with virtually no dilution of either metal. This feature was demonstrated to allow the joining of very dissimilar metals without the production of undesirable alloys. Essentially, the process involves the use of the transient application of extremely high pressure at the interface between the two metals to produce the bond.
The process
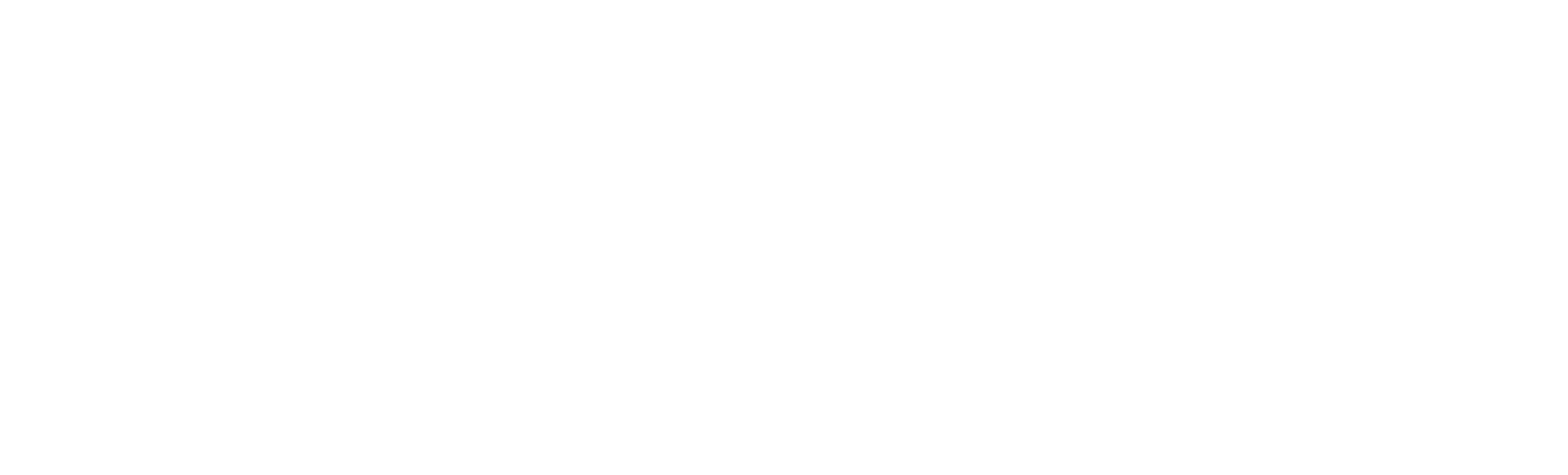
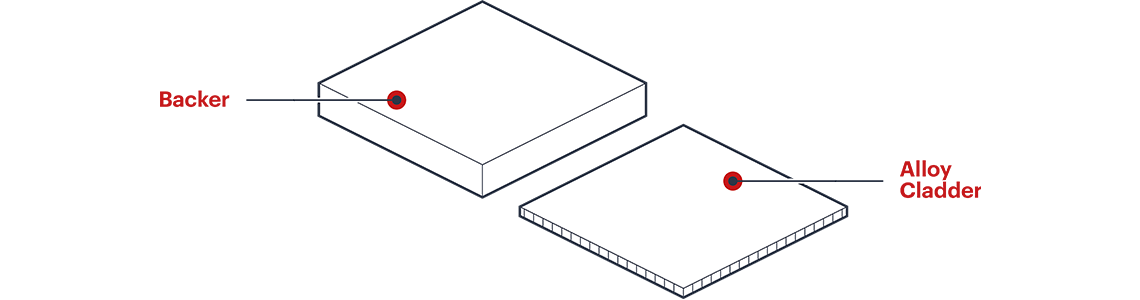
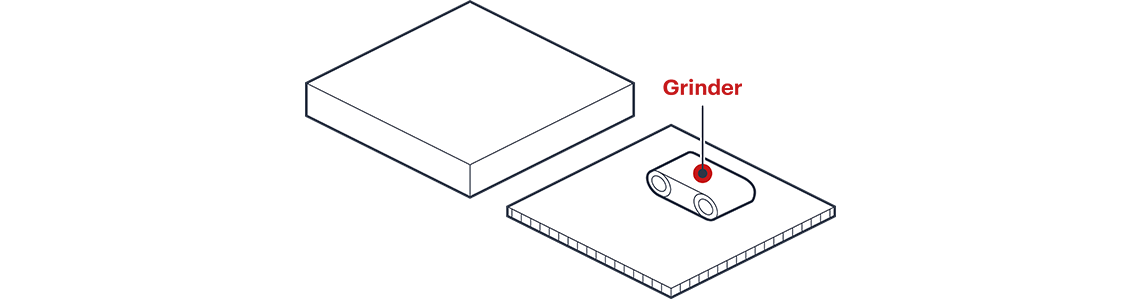
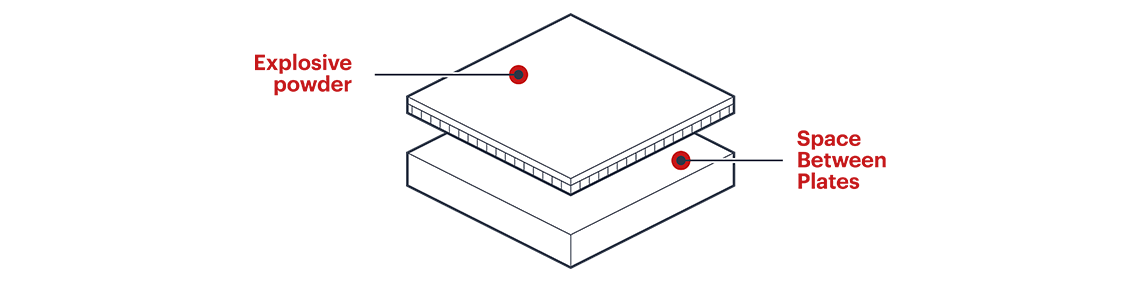
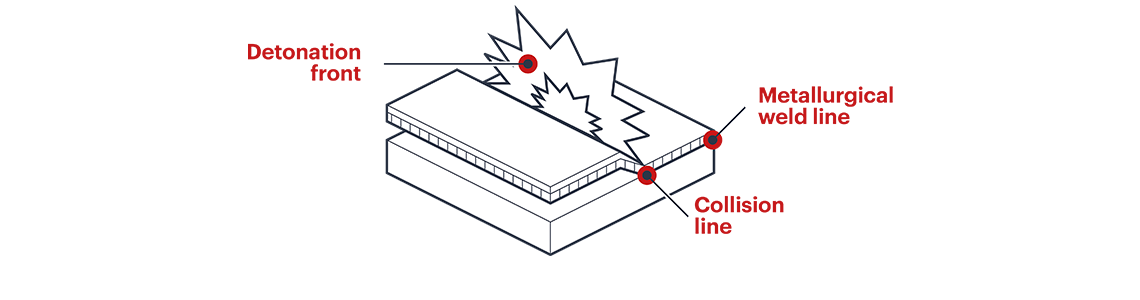
As the process uses a large quantity of specially produced explosive, the actual cladding operation is generally carried out in a remote place. The two (or more) metals to be joined are first prepared for cladding. The faces are cleaned and the plates set up one above the other with a pre-determined gap. The gap and gapping method vary with the metal combination and metal thicknesses. Generally, the thinner metal (the cladder) is uppermost and slightly larger than the base metal. The overhang is again determined by the thicknesses of the metals. As the gap is critical, it is important that the plates are flat (generally better than 3mm/m). The plates are placed on a firm sand base, such that they are evenly supported, care being taken to ensure that no foreign material enters the gap. A frame is positioned round the periphery of the cladder, the depth of which is designed to ensure that the quantity of explosive (the loading) per unit area, is consistent with the loading prescribed for the metal combination and the cladder thickness. The explosive loading ensures that the cladder is accelerated to the optimum speed for bonding, and the velocity of the explosion front across the plate ensures that the angle between the cladder and the base is the optimum for the metals. The extremely high pressure generated at the point where the metals initially meet vaporises the surface contaminants (oxides) which are ejected, thus producing the molecular bond between the two virgin surfaces. The layer of metal removed is only microns thick. Some very localised work hardening occurs, but in general the properties of the two metals remain unchanged. The metal temperature after cladding is such that you can place your hand on the surface. In most cases the interface is slightly wavy; the amplitude again varies with the metals and is most pronounced with aluminium/steel. In a very limited number of cases the bond may contain some (harmless) intermetallics. In an even smaller number of combinations the bond properties may be improved with a low temperature heat treatment. Whilst in most cases, the bond between the two metals is consistent, there are some where the metal structures differ considerably. The bond quality can then be improved by using an interlayer.
TriClad®
One such case is between aluminium alloy and steel, where the interlayer generally used is commercially pure aluminium. This is the origin of the name TriClad. For specialist applications titanium may be used.
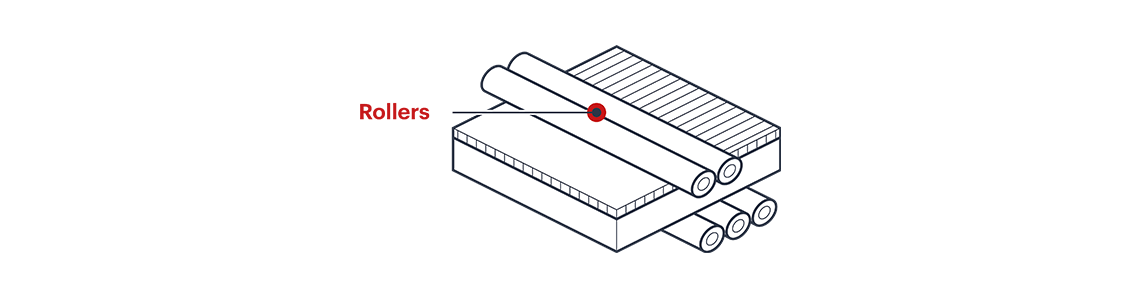
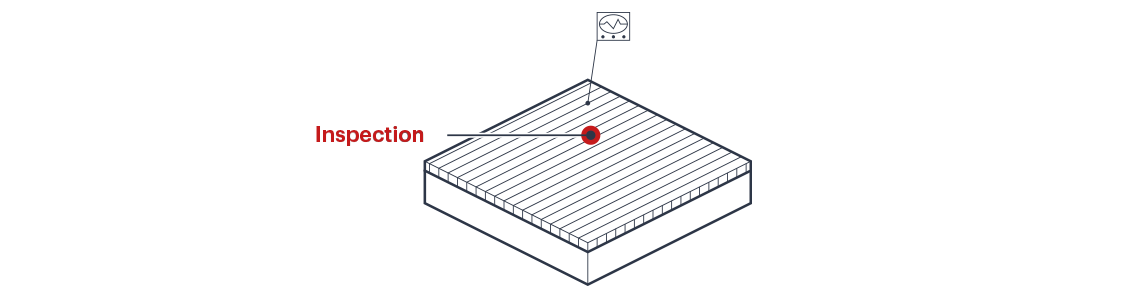
Each plate is ultrasonically examined for defects, and leveled as appropriate for its duty (the bonding operation causes the plates to bow, due to the very high transient loadings). The plates as clad, are slightly larger than the required size, as the interfacial pressure produced by the explosive decays towards the edge, producing an inferior bond in this area. Additionally, some thinning can occur in this region. This “trim” material is cut away and discarded. Again, if the final duty of the plate requires, a small amount of additional material inboard of the trim area may be removed for destructive testing.
Read more about TriClad:
Product | Production | Advantages | Approach | Brochure | FAQ | Contact
Find out more about structural transition joints and TriClad:
About TriClad | General background of explosion cladding | TriClad's corrosion resistance | Welding aluminium to steel | Joining aluminium to steel | Aluminium steel welding | What is a structural transition joint | Structural transition joints: DetaCouple and TriClad | Explosion welding | Explosion bonding | Explosion cladding | The application of TriClad in the marine industry | TriClad plate in strips - cut on demand for you | TriClad for cruise ships | Yacht TriClad | Marine TriClad