Fabrication guidelines
Fabrication guidelines
The first question often heard in this respect is how one determines the strip width appropriate for the specific construction?
It is the CP Aluminium that is the controlling factor when taking into consideration the ductility and overall strength of the composite.
When considering the width of strip to be used, a rule of thumb is to use strip that is four times as wide as the aluminium plate being used. E.g. 6 mm aluminium plate in the superstructure will call for TriClad strip of 24 mm wide.


This will result in a join that is slightly stronger than the plate itself while also providing for an improved heat sink during welding operations. It is suggested that the aluminium plate be placed in the middle of the TriClad strip. This will make for sufficient leeway during welding to avoid welding too close to the al/st interface. Additionally it will avoid an uneven spread of stresses during warming up and cooling down during and after welding operations. Having said that; it is however common practice, especially in shipyards with more experience with the use of TriClad, to position the aluminium plate at the edge of the strip.For a steel plate, the “4 times rule” does not apply. In such construction it is considered good practice to divide the tensile strength (in MPa) of the steel plate by 80, to obtain the multiplying factor. E.g. with a 480 MPa tensile strength steel, the strip width should be appr. 6 times the steel plate’s thickness.
TriClad can be used to give a continuous join between any aluminium structure and an adjoining steel structure, or to provide local joins. In many cases it allows the straightforward attachment of an aluminium structure to an already existing steel structure. Sketches show some of the ways that the joint strip can be installed between the two structures. There are very few restrictions to it’s use, these are summarized on the next page.
Welding key points are:
- The interface between the aluminium and steel shall be kept below 300 ̊C (570 ̊F)! The use of heavy weld deposits is to be avoided; several beads are preferable to one heavy bead. Preferably laid as a series of short runs, rather than one continuous run.Where practical, join the TriClad to the aluminium structure first. This gives a better heat sink when welding to the steel. If the aluminium structure is prefabricated, this will give it additional rigidity.
- Welding is not permitted closer than 3mm either side of the Al/st interface.
- Where a single piece aluminium bulkhead is fastened to a steel hull at both ends, extreme care should be taken to avoid putting too much heat into the aluminium for as it cools it will shrink, generating very high stresses in the join s. This is best designed out by providing freedom to move.
TriClad can be bent, subject to the following limitations:
- Minimum radius of bend 10x strip width in horizontal plane.
- 300mm in vertical plane
- Bending to be carried out cold.
- Where tight corners are required, strips may be mitered, or specially cut curves may be specified.
Where a structure is being fitted onto a nominally flat steel deck, it is best to use a coaming approx 100mm deep as this can be trimmed to even out any “waviness” of the deck. If the joint is welded directly to the deck, care must be taken not to try to pull the deck straight with the joint; or the aluminium in the joint will be overstressed. In either case, a degree of tailoring is necessary to ensure a good fit.
It is good practice not to have joints in the TriClad coincident with joins in the steel or aluminium plates to which it is attached.
Cutting should be by mechanical means (saw, friction disc or waterjet) never gas or plasma cut.
Where a ship utilizes a steel hull and both the deck and superstructure are aluminium, TriClad strips are fitted around the hull and across the tops of the bulkheads. Those on the bulkheads need not be full length.
Until welders are well experienced with TriClad, we recommend the use of “tempelsticks”or similar indicators to avoid overheating. We also suggest that fabrication drawings include the following warnings:
- Never weld across the interface, otherwise disbanding will occur
- Never make a sharp bend in the joint
- Never pre-heat joint prior to welding or bending
- Allow the interface to exceed 300 degrees
- Gas cut joint strip
The main causes of failure in TriClad joints (a very small failure rate of below one percent is experienced) are:
- Overheating of the joint interface due to laying down too heavy a fillet weld (a single, heavy bead)
- Overstressing of the joint due to overrestraining the joint by the ship’s structure during fabrication, due to inaccurate fit of panels, or contraction following overheating.
- Bending the strip incorrectly
- Welding too close to, or accross, the interface.
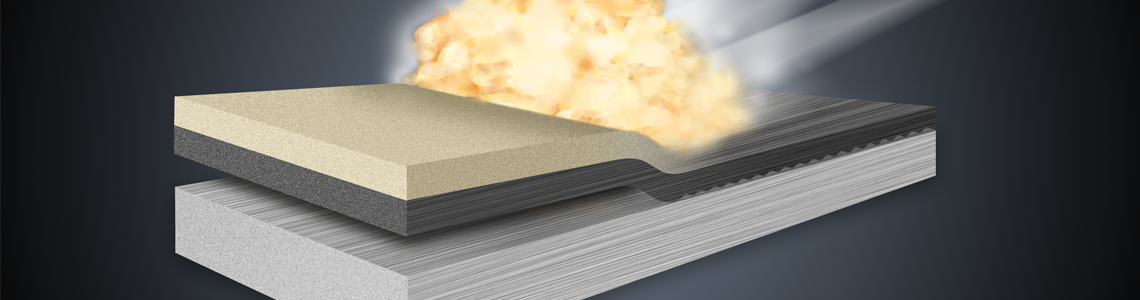
Both the US Navy, and the UK Royal Navy have carried out exhaustive testing of aluminium-steel transition joints in the laboratory, during fabrication, and analysed in service performance. Either are happy that the majority of problems arise from failure to adhere to the simple guidelines given above. Indeed, following the losses of Royal Navy ships in the South Atlantic during the early 1980’s, analysis of the damage to ships with aluminium superstructures showed that there were no failures of the transition joints used on these vessels. The myth that aluminium burned was dispelled. In particular, the one ship which was originally cited as an example of the risks of using aluminium in warships, HMS Sheffield, was an all steel ship.
Tests carried out by the two navies also included fatigue testing and impact (explosively induced water hammer) testing. Almost every failure occurred in the aluminium plate, rather than the transition joint itself. The Royal Navy Engineering College carried out a series of investigations which confirmed all the original testing, and included surveys of recently built ships, plus visits to shipyards.
Read more about TriClad:
Product | Production | Advantages | Approach | Brochure | FAQ | Contact
Find out more about structural transition joints and TriClad:
About TriClad | General background of explosion cladding | TriClad's corrosion resistance | Welding aluminium to steel | Joining aluminium to steel | Aluminium steel welding | What is a structural transition joint | Structural transition joints: DetaCouple and TriClad | Explosion welding | Explosion bonding | Explosion cladding | The application of TriClad in the marine industry | TriClad plate in strips - cut on demand for you | TriClad for cruise ships | Yacht TriClad | Marine TriClad